

- Home >
- Products >
- Technical Highlight >
- Vol.31:FAMILIARC™ MIX-1TR: the solid wire for GMAW to improve electrodeposition coating property
Technical Highlight Vol.31
Vol.31: FAMILIARC™ MIX-1TR: the solid wire for GMAW to improve electrodeposition coating property

1.Preface
Reducing consumption of fossil fuels and emissions of CO2 is now required of all industries due to rising global awareness of the need for environmental sustainability. The control of CO2 emissions has been particularly strict in the automobile industry, leading to advances in power systems through more efficient gasoline as well as hybrid engines and to improvements in car structure and shape to improve air resistance and reduce car weight.
One measure to lighten the weight of car bodies has been to reduce the thickness of steel parts by using high tensile strength steel sheets. While this has been extensively researched and applied to many car body components, it is impractical for undercarriage components, which require rigidity, corrosion resistance and fatigue strength in addition to static strength. Particularly in regards to corrosion resistance, sheet thickness cannot be reduced by simply applying high tensile strength steel sheets, because sheet thickness has to be designed in consideration of the progress of corrosion.
Generally speaking, in order to increase corrosion resistance of undercarriage components, electrodeposition coating is performed. However, as coating defects easily occur at the welded zone in particular, approaches to enhance the electrodeposition coating properties have been developed that focus on both coating and welding technologies.
This article discusses [F] MIX-1TR, a solid wire for gas metal arc welding (GMAW) that has been developed to improve electrodeposition coating properties from the welding consumable aspect and thus help resolve the issues surrounding the lightening of undercarriage components described above.
2.The mechanism of corrosion on undercarriage components
Automobile undercarriage components are exposed to extremely severe corrosive environments in which mud, water or even the salt used as a snow melting agent in cold regions splashes up from the road and adheres to them. As corrosion progresses, steel sheets undergo thinning, resulting in a reduction of their designed strength and rigidity, or, at worst, threatening the car’ s safety if a component were to break.
It is extremely important, therefore, to prevent the generation and progress of corrosion, and the electrodeposition coating film applied to the surface of undercarriage components is meant to play a role in that. However, in reality, a thorough coating film might notnecessarily be formed because electrodeposition coating on the surface of actual components may be obstructed by slag or fumes, causing coating defects or reducing the adhesion of coating films. If slag, which is an oxide and is low in electric conductivity, remains on the weld, the electrodeposition coating film seldom forms as shown in Figures 1 and 2. This is where rust initiates and corrosion begins to make progress.
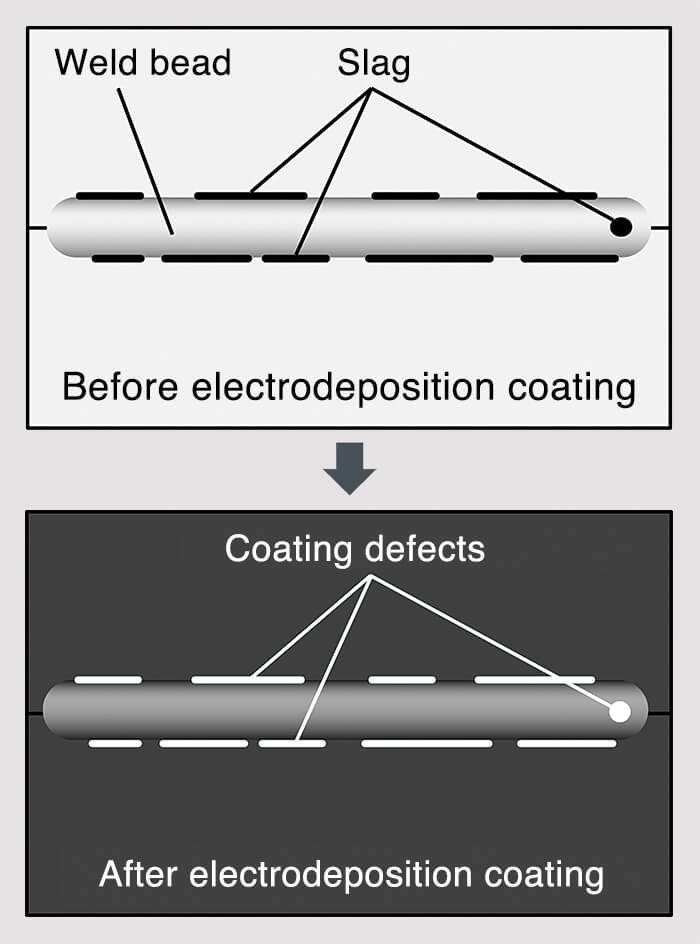
Figure 1: Progress of coating defects:before and after
electrodeposition coating
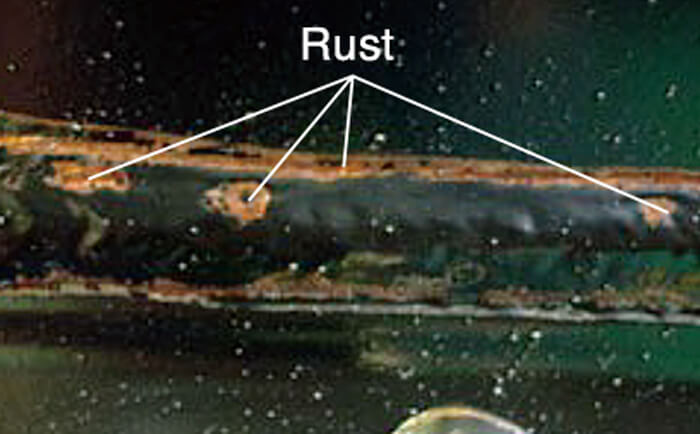
Figure 2: Progress of coating defects: rust on welds
3.Electrodeposition coating property of [F] MIX-1TR
Slag consists of oxides of Si and Mn (usually contained in welding consumables as well as in steel plates) that are formed by combining with oxygen in the shielding gas during welding. Therefore, one way to lessen slag generation to a certain degree is by reducing (but not eliminating) the oxygen source in the shielding gas.
However, a better solution is to use the newlydeveloped solid wire, [F] MIX-1TR, which works not by restraining slag generation but by producing slag and slag components that do not damage electrodeposition coating properties.
Figure 3 compares bead appearance in lap-welds before and after electrodeposition coating by both [F] MIX-1TR and a conventional wire. While bits of slag appear on the weld bead surface by [F] MIX-1TR, they are scattered, thin and dark brown in color. By contrast, the slag generated by the conventional wire is lustrous and thick. The “after” photosshows that electrodeposition coating film was not formed on the slag generated by welding with the conventional solid wire; however, the film was formed on the slag generated with [F] MIX-1TR.
| Wire | Before electrodeposition coating | After electrodeposition coating | ||||||
|---|---|---|---|---|---|---|---|---|
| [F] MIX-1TR |  |
 |
||||||
| Conv.wire (Conventional wire) |  |
 |
||||||
|
||||||||
Figure 3: Bead appearance comparison before and after electrodeposition coating between [F] MIX-1TR and a conventional solid wire
In addition, the slag generated with the conventional solid wire appears fragile and easy to peel off, which could be problematic if slag, together with the coating film, detaches during the running of a vehicle; those small parts without coating film might expand and corrosion would make quick progress. By contrast, a feature of slag generated with [F] MIX-1TR is excellent adhesion to weld beads. In fact, adhesion to the weld bead is so strong that the slag will not detach when physically hit - even by a hammer.
In summary, [F] MIX-1TR can remarkably improve the rust and corrosion resistance compared with conventional solid wire for two reasons: first, the electrodeposition coating film will form even though slag exists on the weld beads; second, excellent adhesion will prevent slag from detaching from the weld beads.
4.Features of [F] MIX-1TR
[F] MIX-1TR was developed to be applied in pulsed welding with Ar+CO2 shielding gas which is common in the automobile industry. Details of the solid wire are shown in Table 1, and the typical mechanical properties of the all-deposited metals based on the Japanese Industrial Standard (JIS) in comparison with those of conventional solid wire appear in Table 2. The tensile strength and impact properties of [F] MIX-1TR are better than those of conventional solid wire, and it is clear that [F] MIX-1TR is best suited to welding 440-780 Mpa class thin steel sheets for automobile production.
| Trade name | Classification | Wire diameter |
|---|---|---|
| [F] MIX-1TR | JIS Z 3312 G49 A 2 M 0 | 1.2 mm |
| Wire | YS(MPa) | TS(MPa) | El(%) | Absorbed energy at -20℃(J) |
|---|---|---|---|---|
| [F] MIX-1TR | 530 | 601 | 30 | 198 |
| Conventional solid wire | 413 | 518 | 32 | 155 |
| JIS Z 3312 G49 A 2 M 0 | ≥390 | 490-670 | ≥18 | ≥27 |
Penetration and bead configuration are important for welding undercarriage components, which are required to carry loads continuously. In actual welding of undercarriage components, weld gaps frequently occur because of the unevenness of component-shapes as a result of how they were pressed during fabrication. It is, therefore, necessary to produce sound bead shapes even though a certain degree of gap may exist. Additionally, preventing undercut during welding is essential because it contributes to a decrease in fatigue strength.
Figures 4 and 5 show the results of an evaluation of gap tolerance in lap joint welding in flat position between [F] MIX-1TR and a conventional solid wire and the welding conditions, respectively.
| Gap | [F] MIX-1TR | Conv.wire (Conventional wire) |
|---|---|---|
| 0 mm | 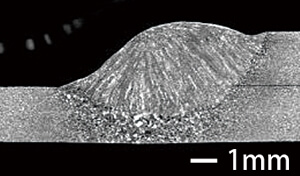 |
 |
| 1 mm | 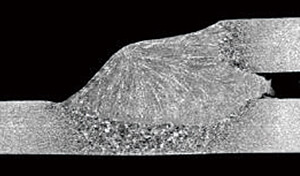 |
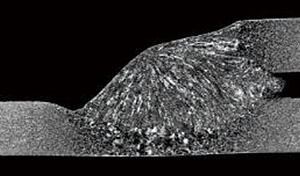 |
Figure 4: Comparison of gap tolerance between [F] MIX-1TR and a conventional solid wire in lap joint welding in flat position
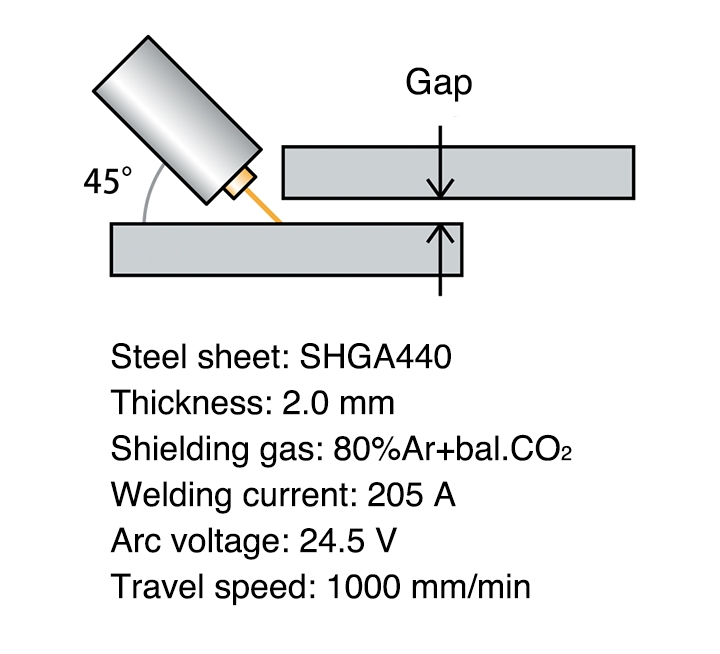
Figure 5: Welding conditions of lap joint welding
in flat position
Sufficient penetration was obtained from both solid wires. However, in the welding of a test specimen with a 1 mm gap, [F] MIX-1TR did not cause undercut, while the conventional solid wire clearly generated undercut at the toe of the lower side steel sheet.
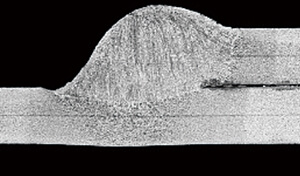
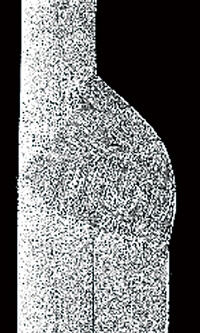
Automobile components are frequently welded at relatively fast speeds, which can cause beads to become more convex in shape as a result of the lower heat input. However, because a convex bead shape leads directly to reducing fatigue strength, producing such shapes must be avoided.
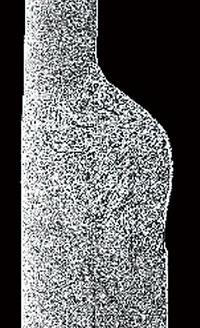
Figure 6 compares the bead configuration produced by [F] MIX-1TR and a conventional solid wire in lap joint welding in horizontal position. Figure 7 shows the welding conditions used in the experiment.
| Wire | Travel speed (mm/min) | ||
|---|---|---|---|
| 800 | 1000 | 1200 | |
| [F] MIX-1TR |  |
 |
 |
| Conv.wire (Conventional wire) |
 |
 |
 |
Figure 6: Comparison of bead configuration between [F] MIX-1TR and a conventional solid wire in lap joint welding in horizontal position
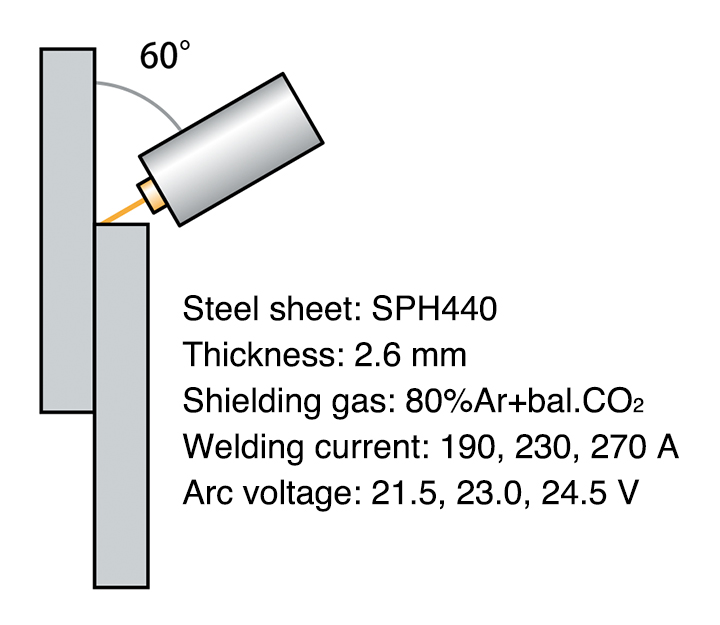
Figure 7: Welding conditions of lap joint welding
in horizontal position
When the conventional solid wire was used, the bead shapes gradually became convex as the welding speed increased; however, beads produced by [F] MIX-1TR varied little and remained stable despite increasing welding speed.
The need to decrease spatter as much as possible during welding is not limited to the automobile industry. Because [F] MIX-1TR was designed with a special chemical composition, it is not appropriate to apply the same welding parameters that would be applied to conventional solid wire. However, sound welding can be performed by optimizing the welding parameters.
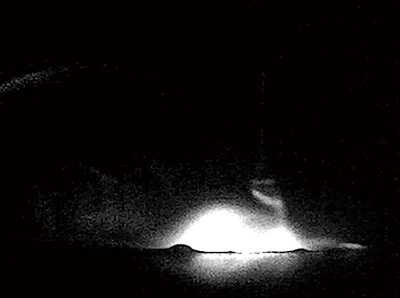
Figure 8 displays droplet transfer before and after optimizing the welding parameters. Under conventional welding parameters, spatter may be generated due to the occurrence of a droplet’s short-circuit transfer; however,under the pulsed welding process, stable droplet transfercorresponding to the pulse period is possible by optimizing the welding parameters.
| Optimized pulse parameter |
 |
 |
 |
|---|---|---|---|
| Standard pulse parameter |
 |
 |
 |
Figure 8: Droplet transfer with optimized and standard pulse parameter
Table 3 shows three examples of actual application of [F] MIX-1TR in the assembly of automotive components and the respective welding conditions.
| Applied component |
Plate thickness (mm) |
Welding position |
Weld mode |
Shielding gas |
Wire size (mm) |
Welding current (A) |
Travel speed (mm/min) |
|---|---|---|---|---|---|---|---|
| Lower arm | 2.6-3.2 | Flat Horizontal | Pulsed arc | 80%Ar+bal.CO2 | 1.2 | 250-330 | 800-1200 |
| Ladder frame | 2.3-4.0 | Horizontal | 250-360 | 800-1200 | |||
| Axle beam | 1.6-2.3 | Flat Horizontal | 150-250 | 600-1200 |
Figures 9, 10 and 11 show three types of components where [F] MIX-1TR has been applied: lower arm, ladder frame and axle beam.

Figure 9: Lower arm
Figure 10: Ladder frame

Figure 11: Axle beam
5.Postscript
Developed in order to help reduce the weight of automobiles, [F] MIX-1TR, is a solid wire for MAG welding that is superior to conventional wires in producing auto components with excellent corrosion resistance. It offers the following advantages:
1. Welds are provided with substantially improved electrodeposition coating properties.
2. Undercut is not likely to occur at the toe of the welded bead even in the welding of steel sheets with gaps.
3. Bead configuration is not likely to become convex even in high-speed welding.
4. Stable welding with little spatter is possible by selecting optimum welding parameters.
It is expected that as the issue of automobile weight reduction continues to increase in importance in the future, the welding consumable discussed in this article will be recognized as a means of making further progress. The development of welding consumables as well as procedures will further advance in KOBE STEEL in order to solve any problems related to the vehicle weight reduction.
Products
- Main Products
- Welding Consumables
- Arc welding robots
- Industries - Recommended Materials
- Welding Handbook Quick View
- Product Quick View & Highlights
- For HEAT-RESISTANT STEEL
- For STAINLESS STEEL
- For LOW-TEMPERATURE STEEL
- Product Highlight
- Catalog
- Technical Highlights
- Certification
- SDS ※English Only
- ARCMAN
- Welding Robot
- Software




